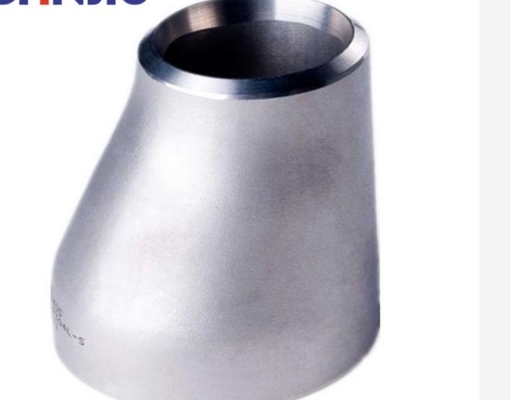
Extremo-soldadura que cabe el reductor excéntrico inoxidable a dos caras estupendo 1*3/4 ASME B16.9 del acero UNS S32750
Los reductores excéntricos refieren a los tubos de diversos diámetros cuyos centros no estén prendido
la misma línea, y los tubos con un centro en la misma línea se llaman concéntricos
reductores. Los procesos de formación de uso general son moldeado del encogimiento, extensión
el moldeado o el encogimiento y ampliar moldear, y el sellado se puede también utilizar con certeza
especificaciones de diversos tubos del diámetro. Uso del reductor excéntrico la boca
el diámetro de los dos extremos del reductor excéntrico es diferente, así que se utiliza para conectar
diversos instalaciones o rebordes de tuberías del diámetro para cambiar el diámetro. Tubos con diferente
los diámetros excéntricos en ambos extremos de la boca, el centro del círculo están en lo mismo
eje, cuando el diámetro del tubo se calcula con el eje, la posición de los restos del tubo
sin cambiar, utilizado generalmente para el cambio del gas o del diámetro líquido vertical del tubo.
La redondez del reductor no debe ser mayor del 1% del diámetro externo del
el extremo correspondiente, y la desviación permisible es ±3mm. Los instrumentos materiales del reductor
SY/T5037, GB/T9711, GB/T8163, ASTM estándar americano A106/A53 GRB, API 5L,
Estándar alemán de APT5CT, de ASTM A105, de ASTM A234, de ASTM A106, del estruendo y cliente
estándares de los requisitos
El reductor (cabeza grande y pequeña) es una clase de instalaciones de tuberías usadas para la reducción del tubo. La formación
el proceso de uso general se reduce diámetro que presiona, el presionar de la extensión o diámetro
la reducción más la extensión que presiona, y sellando se puede también utilizar para algunas especificaciones
de reductores.
a. Contracción/formación de extensión
El encogimiento que forma el proceso del reductor es poner el igual del espacio en blanco del tubo al diámetro del
el extremo grande del reductor en el molde de formación, y el metal se mueve a lo largo de la cavidad de molde
y encogimientos y formas presionándolo a lo largo de la dirección axial del espacio en blanco del tubo. El acordar
al tamaño del diámetro del reductor, se divide en una formación acuciante o múltiple
presionar la formación. La figura abajo muestra el diagrama esquemático del diámetro reducido
formación de reductores concéntricos.
La formación de la extensión del diámetro es el uso de los espacios en blanco del tubo más pequeños que el diámetro del grande
el extremo del reductor, y el diámetro interno del espacio en blanco del tubo se amplía a lo largo del interno
el diámetro del espacio en blanco del tubo con una perforación interna muere. El proceso de extensión del diámetro
soluciona principalmente la situación que el reductor con un diámetro grande no es fácil ser formado
encogiéndose, y a veces según las necesidades de formación de materiales y de productos,
el método de extensión del diámetro y de reducción de diámetro se combina.
En curso de contracción o extensión de la deformación del diámetro que presiona, según
los diversos materiales y cambios del diámetro, se determina para utilizar presionar frío o presionar caliente.
En circunstancias normales, el presionar frío se utiliza tanto cuanto sea posible, solamente el presionar caliente
debe ser utilizado para el endurecimiento de trabajo severo causado por el reductor múltiple, grueso de pared grueso
o materiales del acero de aleación.
b. sellado de la formación
Además de usar las tuberías de acero como materias primas para producir los reductores, algunas especificaciones
de reductores puede también ser producido sellando y formando las placas de acero. La forma del
muera utilizado para estirar se diseña según el tamaño de la superficie interna del reductor,
y la placa de acero después de que el esconder sea sellado y estirado por el dado.


 ¡Su mensaje debe tener entre 20 y 3.000 caracteres!
¡Su mensaje debe tener entre 20 y 3.000 caracteres! Spanish
Spanish